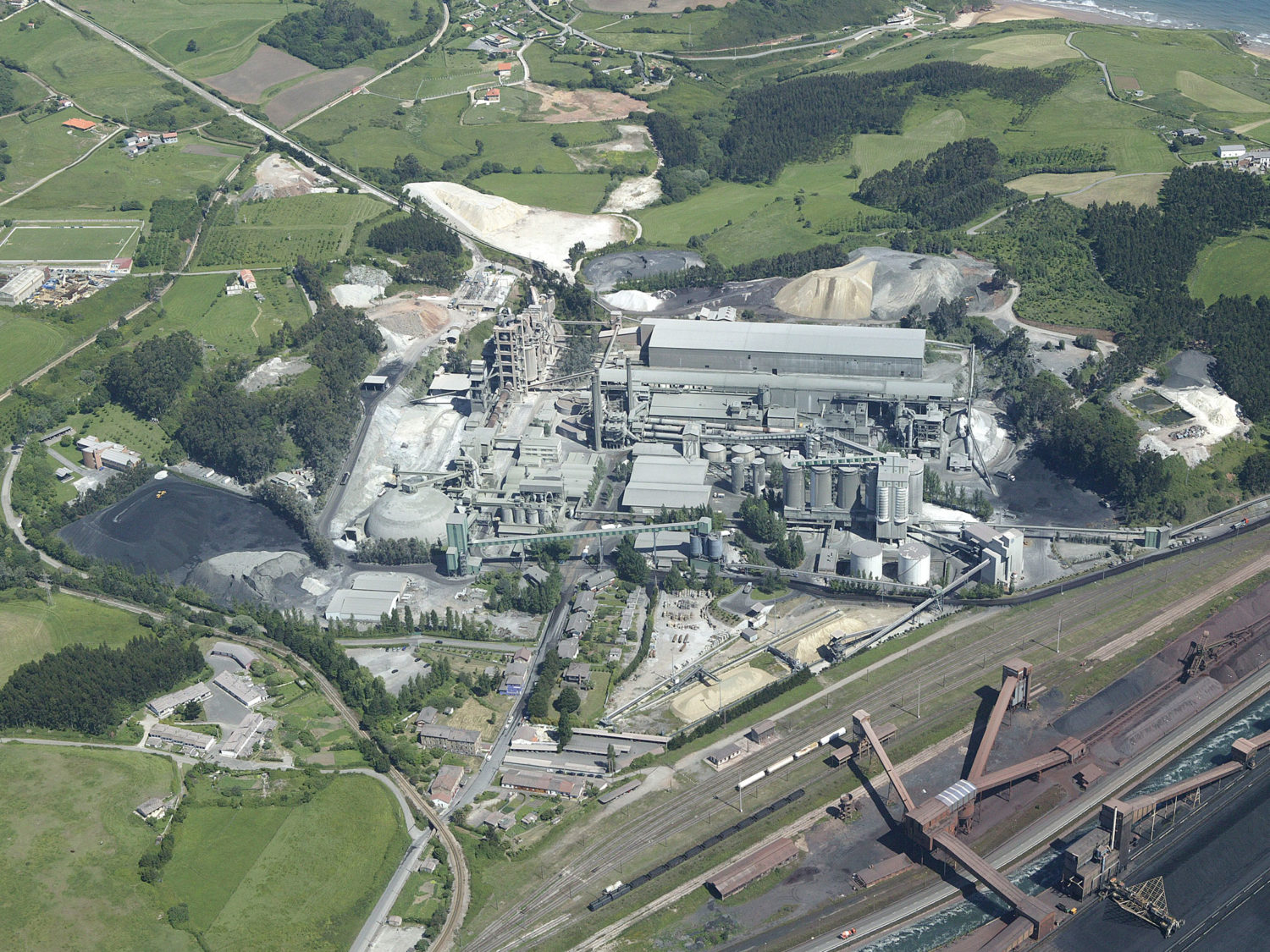
The origin of the Aboño cement factory goes back to 1953, year in which the first wet-process kiln came into service in that installation, located in the town council of Carreño. The consolidation of sales led to carrying our successive extensions, two more wet-process kilns, and to the installation of another cement factory in 1969, Cementos del Cantábrico, S.A., which started up in 1972 a dry-process clinker manufacture line. The project for this new factory included two important conveyor belt connections: the first with the source of raw material to supply the factory, El Perecil quarry, and the second with the port of El Musel, in this way connecting the factory with a cement ship load terminal, to supply a series of issuance points installed in the main ports of Galicia by means of its own fleet.
A great variety of products is offered thanks to the extraordinary versatility of the installations, going from different types of clinker to a wide range of cements and raw materials. In turn, different product presentations are offered, both in bulk and in sacks. This allows for any requirement to be satisfied, from conventional uses to specific made-to-measure applications requested by both national and in international clients, in this way becoming integrated in the complex global market the company is in.
The main objectives are to reach the maximum quality in its products, increase process efficiency and
minimise the footprint on the environment.
An important differentiating element of the manufacturing in Aboño is the use of alternative resources, both regarding materials and energy, for the manufacture of cement. It has been possible to replace 24% of natural resources in the raw materials for the preparation of clinker in the past year. Likewise, thanks to the use of fly ash, blast furnace steelworks slag, limestone and gypsum, a total of 42% clinker substitution has been managed in the manufacture of cement, becoming therefore the factory in Spain with the lowest CO 2 emission ratio per tonne of cement. Energy valuation has recently been included, achieving fossil fuel savings of 16%. A constant optimisation of these objectives is primordial within activity planning.
The activities described are monitored and controlled constantly within a continuous improvement scheme. This has the UNE-EN ISO 9001 Quality Management System Certificate, the UNE-EN ISO 14001 Environmental Management System Certificate and the UNE-EN ISO 50001 Energy Management System Certficate. Likewise, all the cements have the EC certificate of conformity, in compliance with Directive 89/106/EEC of the European Community Council, of 21st December 1988, with all its cements having the AENOR Product Certificate.
On the other hand, each of the production process stages is subjected to a strict environmental control as a basic part of the production, following the guidelines established in the Integrated Environmental Authorisation, obtained in 2008.
The raw materials for manufacturing clinker come from El Perecil quarry, located in Perlora, some 4 km from the factory and from where the material, after going through a crusher, is sent to the factory via a series of conveyor belts with a capacity for 500 t/h. Once there, this material goes through a sample tower allowing for the control of the raw material chemical composition, to later be stored in the prehomogenization bay, with capacity for two heaps of 20,000 tonnes. While one heap is being formed from the quarry, the one formed previously feeds the raw mill, where the drying and milling occurs down to a particle size which allows for the reactions to take place in solid stage. This drying is performed with the hot gases given off by the Dopol heat exchanger.
The product from the milling, commonly known as “flour”, is stored in two homogenization silos. The four-stage heat exchange tower is fed from these silos. In this installation, the flour is found against the current of the gases exiting the kiln, producing its descarbonisation. Once descarbonised and at a temperature of 1,000 ºC, the flour enter the rotary kiln, 78 m long and 4.6 m in diameter. The rest of the chemical reactions giving rise to clinker occur here.
The provision of fuel to the kiln is made via the main burner, located in the kiln, and via the precalciner, located where the kiln meets the exchange tower. The high temperature at the entry to the precalciner (1,000ºC) and its dimensions (guaranteeing a residence period of around 3 s) allow for a contribution of 20% of the energy required by the process at this point. This energy contribution can be made by means of two pulverised fuel burners, or through a conduit enabled for introducing alternative fuels.
The fuel used in the main burner and in those of the heat exchanger is petroleum coke, which is milled in two vertical roller mills which make use of part of the output gases to dry it.
At present, energy is being valued by the precalciner in the form of discarded tyres and ground wood.
At the exit from the kiln, the clinker falls on a cooling grill where it cools down suddenly, with a freezing of the crystalline stages, and also making use of part of the secondary air as contribution of the secondary air to perform the combustion at the header of the kiln. Once out of the cooler, the clinker is transported to a covered store, from which the cement mills and truck loading can be supplied.
There are 5 ball mills for the cement milling process. From its origin to this date, the factory has suffered constant changes seeking to improve the quality of its products, the improvement of competitiveness and the respect for the environment. These efforts have resulted in the installation of two vertical mills milling blast furnace steelworks slag and cement in 2002 and 2011 respectively. The last of these was subsidised by the Ministry of Industry.


Together with these two mills, a cogeneration installation was put into operation jointly with HC Energía in
2011. This installation generates 10 MW with two Rolls Royce gas motors, and its exhaust gases are used
for drying and milling granulated slag.
The system for storage of the final products is formed by 15 silos for bulk loading trucks and with abcapacity for loading ships via conveyor belt from the factory to the installations of the loading silos of theport of El Musel.
There are also five silos supplying two sacking units, with respective capacities for sacking 100 and 150 tonnes per hour in 35 kg sacks, which supply a pallet loader with a capacity for 4,000 sacks per hour.
The entire factory is computer-controlled from a Control Room.
The factory has a laboratory basically destined to:
– The chemical and mineralogical characterisation of the different quarry faces.
– The correction of the material coming from the quarry and the adjustment of the pre-
homogenization heaps.
– The chemical and characterisation and grain-size distribution of the flour mill, together with the
correction of this supply.
– Chemical and mineralogical composition, humidity and grain-size distribution of external materials
(setting regulators, blast furnace steelworks slag, fly ash, iron and alumina contributors).
– Control of the material supplying the kiln (fineness, chemical composition).
– Fuel: Heat capacity, grain-size distribution, humidity, sulphur content, ash, volatile matter.
– Clinker: Chemical composition, cooking degree, grain-size distribution.
– Milling processes: Supply composition, grain-size distribution.
– Finished products: Chemical, physical and mechanical tests considered in the current legislation.
 Industria
Industria Bodegas
Bodegas Aparcamientos
Aparcamientos Inmobiliaria
Inmobiliaria Medicina
Medicina Internacional
Internacional Arte
Arte